Beginner-Friendly
Extremely easy to operate, quick to master.
High Efficiency
Welding speed far exceeds traditional methods.
Professional Welds
Strong, minimal deformation, and aesthetically pleasing.
Beginner-Friendly
Extremely easy to operate, quick to master.
High Efficiency
Welding speed far exceeds traditional methods.
Professional Welds
Strong, minimal deformation, and aesthetically pleasing.
Product Overview & The Laser Advantage
Laser Welding vs. Traditional Methods
Traditional Welding: The Hidden Costs
- Slow Speed: Requires significant time for setup and execution.
- High Heat Input: Causes large thermal deformation and warping.
- High Skill Barrier: Requires certified, experienced welders.
- High Consumables: High consumption of wire, gas, and grinding discs.
- Post-Processing: Requires extensive grinding and finishing work.
EC Laser Welding: The Modern Advantage
- Ultra-Fast: Welding speeds of 90-100mm/s.
- Minimal Deformation: Extremely low heat input eliminates warping.
- Beginner-Friendly: Intuitive controls and easy to master.
- Low Consumables: Minimal consumption and long-lasting components.
- Clean Welds: Requires little to no post-processing (grinding).
Highlighting Quality
Precision Engineering: The Three Pillars of the EC Series
The EC Series’ superior performance and ease of use are built upon three meticulously engineered core components, each designed for reliability, control, and operator comfort.

Laser Head
- Comfortable Grip: Ergonomic design minimizes operator fatigue for long working hours.
- On-Gun Data Screen: Numerical screen assists in real-time welding data monitoring.
- Switchable Spot Modes: Multiple optical spot modes for versatile joint types and materials.
- Circulating Waterway: Built-in cooling ensures stable performance and longevity.

Control Card and Driver
- Multiple Protections: Robust protective measures for reliable signal control.
- 20V Static Protection: Motherboard ports withstand high static electricity.
- Aluminum Oxide Shell: Effectively shields against external signal interference.
- Dedicated Motor Control: Ensures precise and responsive control of the galvanometer.

Wire Loading Machine
- Protected Motor: High-precision, fully-protected motor for consistent wire feeding.
- LED Speed Display: Regulator features an LED screen and high-precision control knob.
- Portable Case: Closed-design case with a handle for durability and portability.
More Options: 3-in-1 Welding, Cutting & Cleaning


EC Series Technical Specifications
| Parameter | EC-1500W | EC-2000W | EC-3000W |
|---|---|---|---|
| Laser Power | 1500W | 2000W | 3000W |
| Laser Source | Maxphotonics/Raycus | Maxphotonics/Raycus | Maxphotonics/Raycus |
| Weldable Speed | 90-100mm/s | 90-100mm/s | 90-100mm/s |
| Cooling System | Water-cooled and constant temperature all-in-one | ||
| Max Welding Thickness (Reference) | Carbon Steel: 4mm / Stainless Steel: 4mm / Aluminum: 4mm | Carbon Steel: 5mm / Stainless Steel: 5mm / Aluminum Alloy: 3mm | Carbon Steel: 7mm / Stainless Steel: 7mm / Aluminum Alloy: 3mm |
| Laser Wavelength | 1064-1080nm | ||
| Adjustable Spot Width | 0.2~5mm | ||
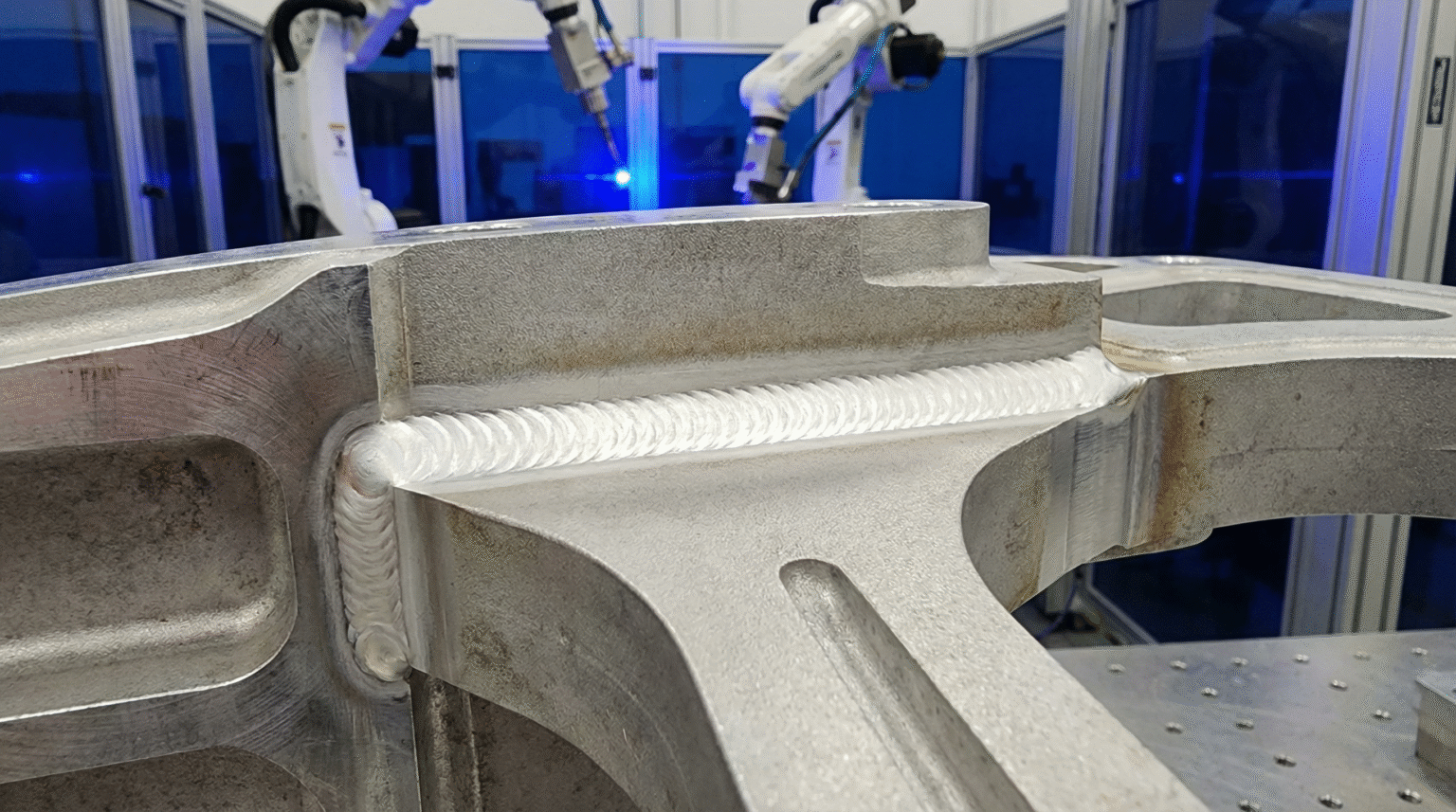
Application
Versatility in Your Hand: Applications Across Industries
Sheet Metal Fabrication
Automotive & Rail
Kitchenware & Appliances
Advertising & Decoration
Sample Gallery
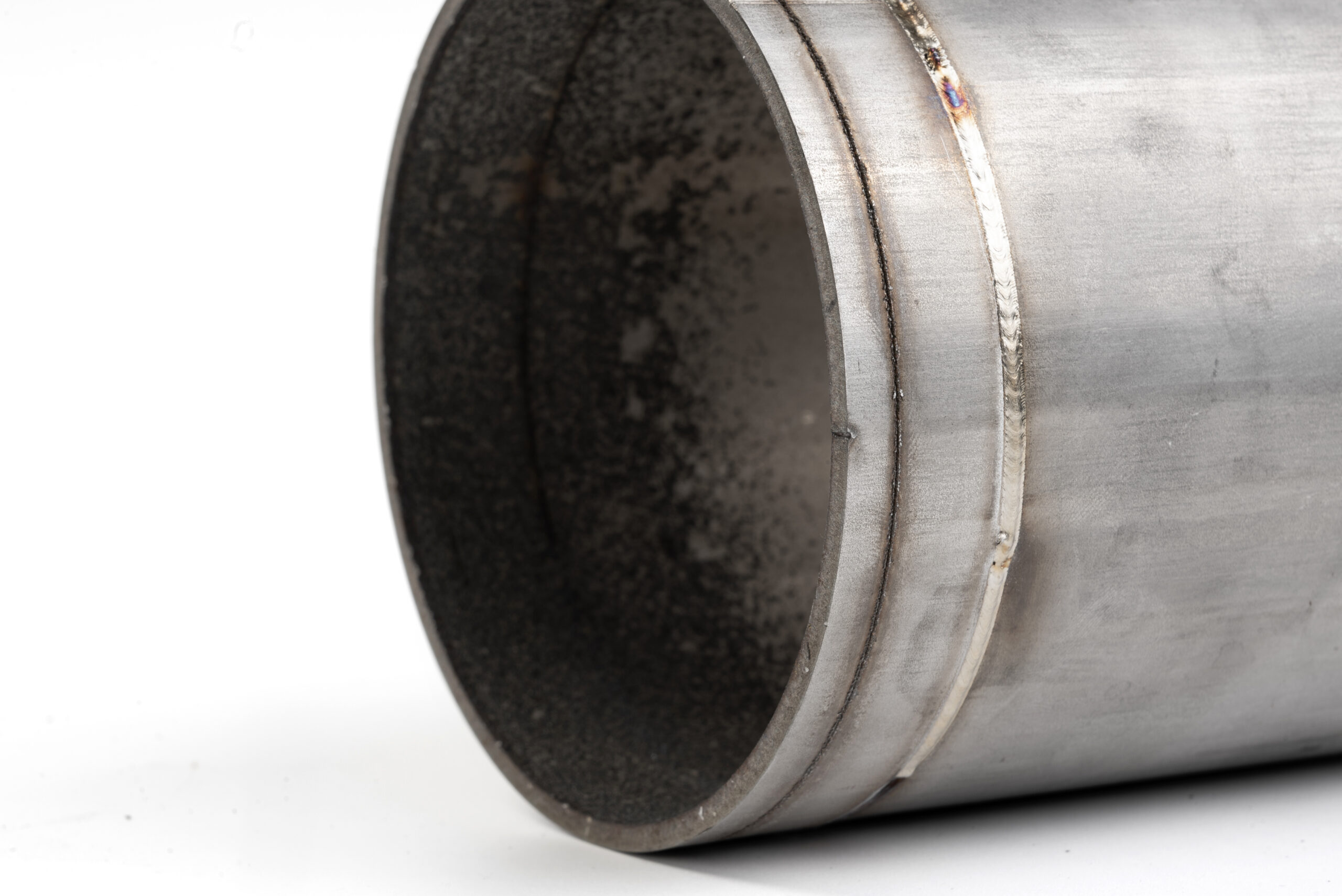
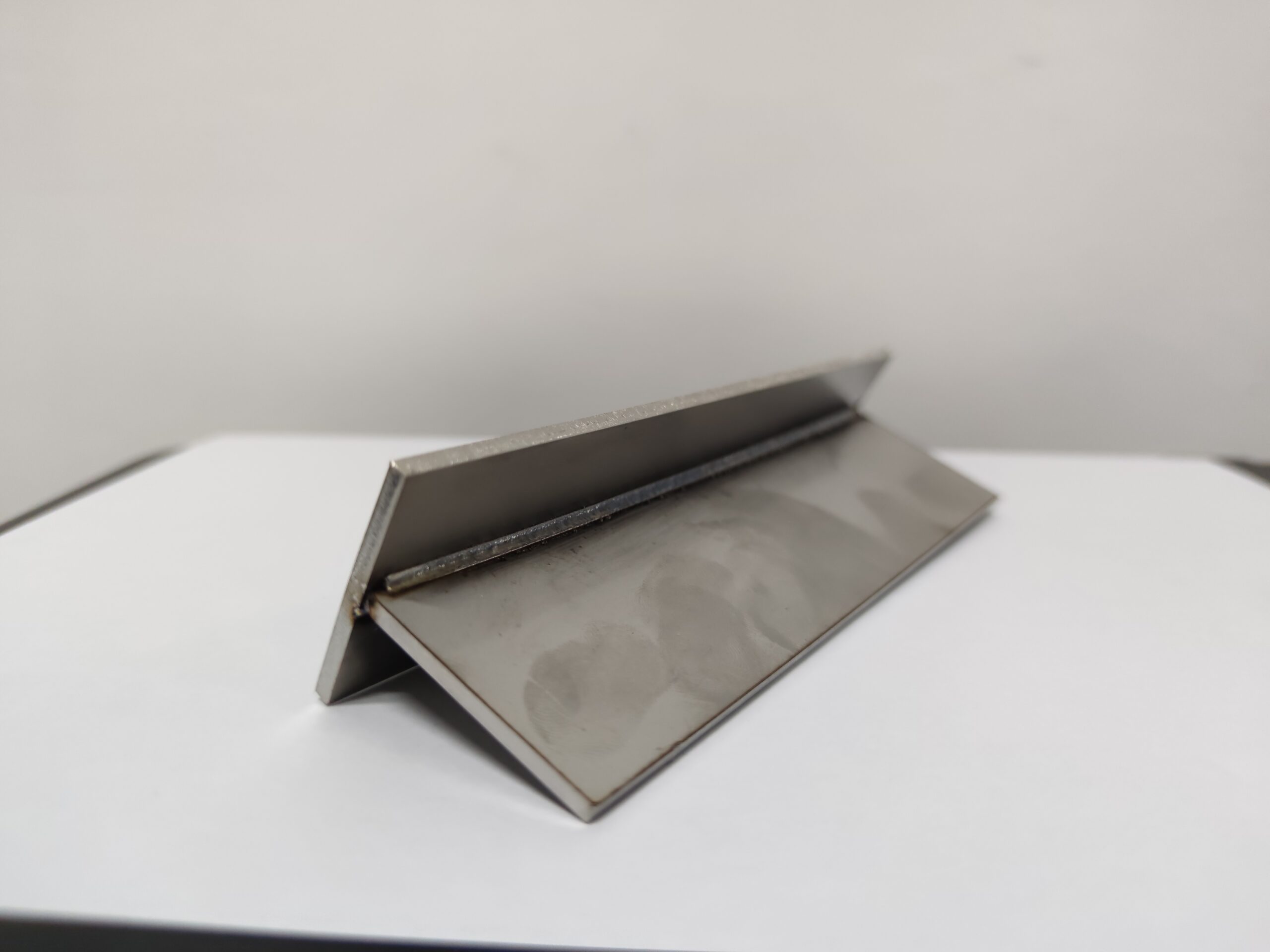
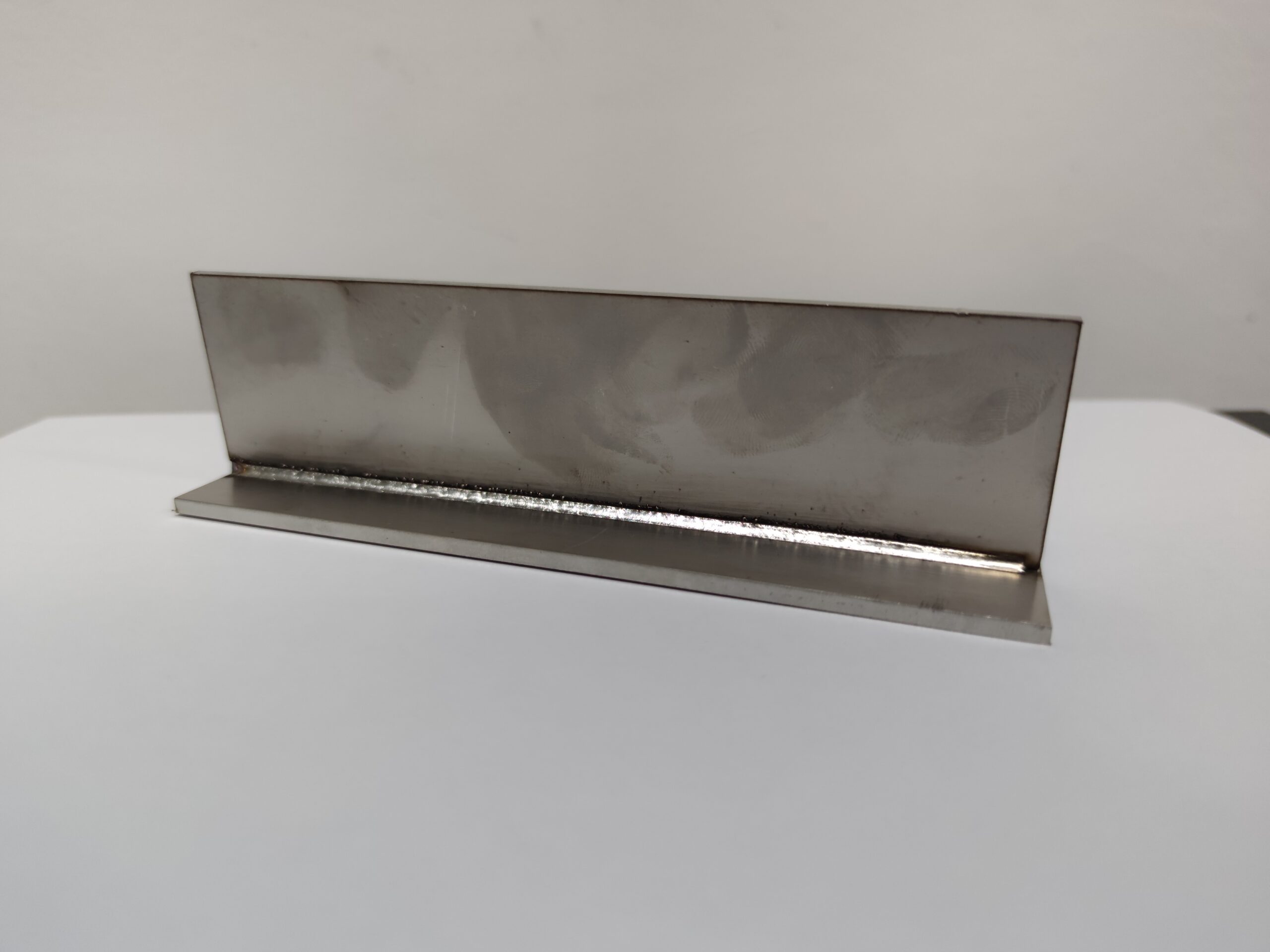
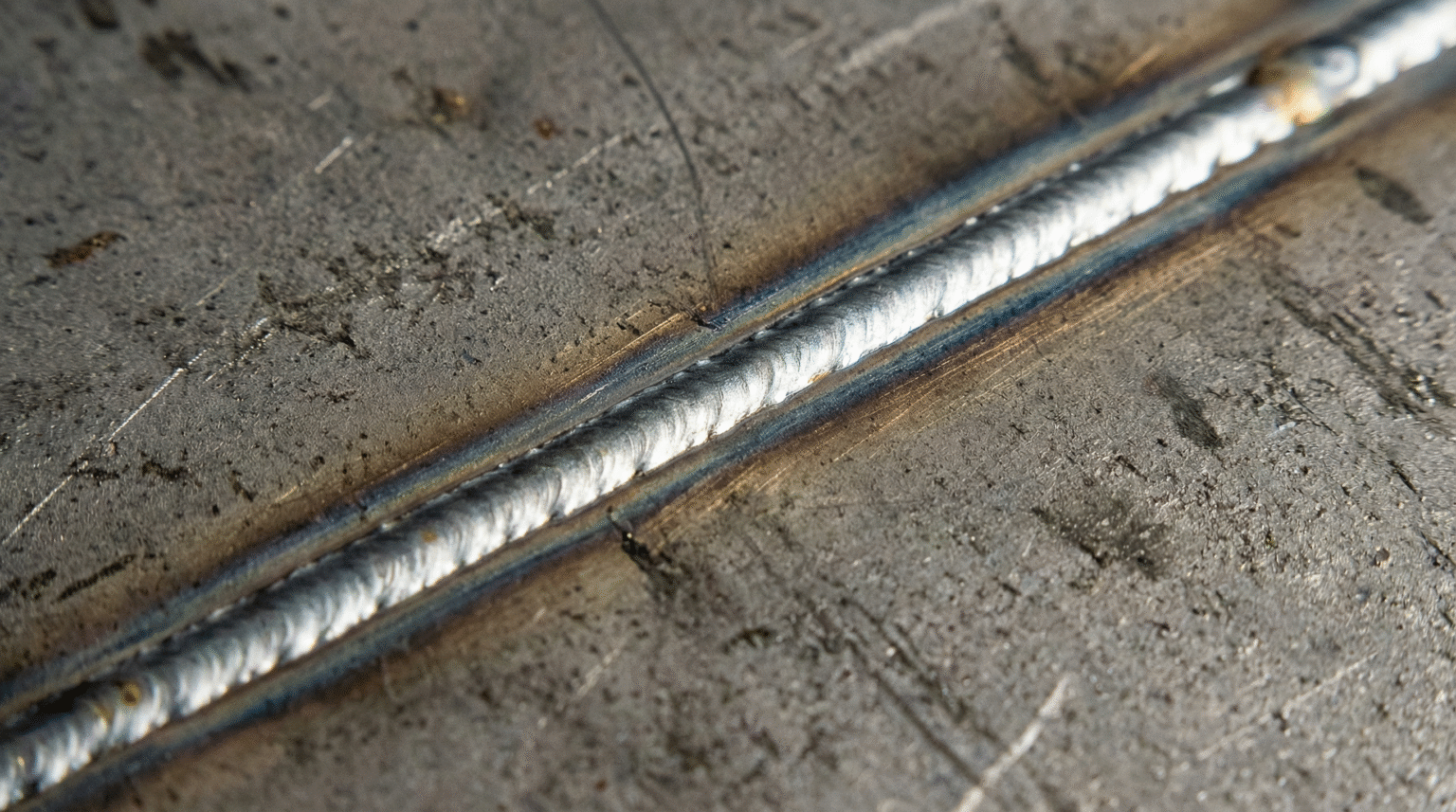
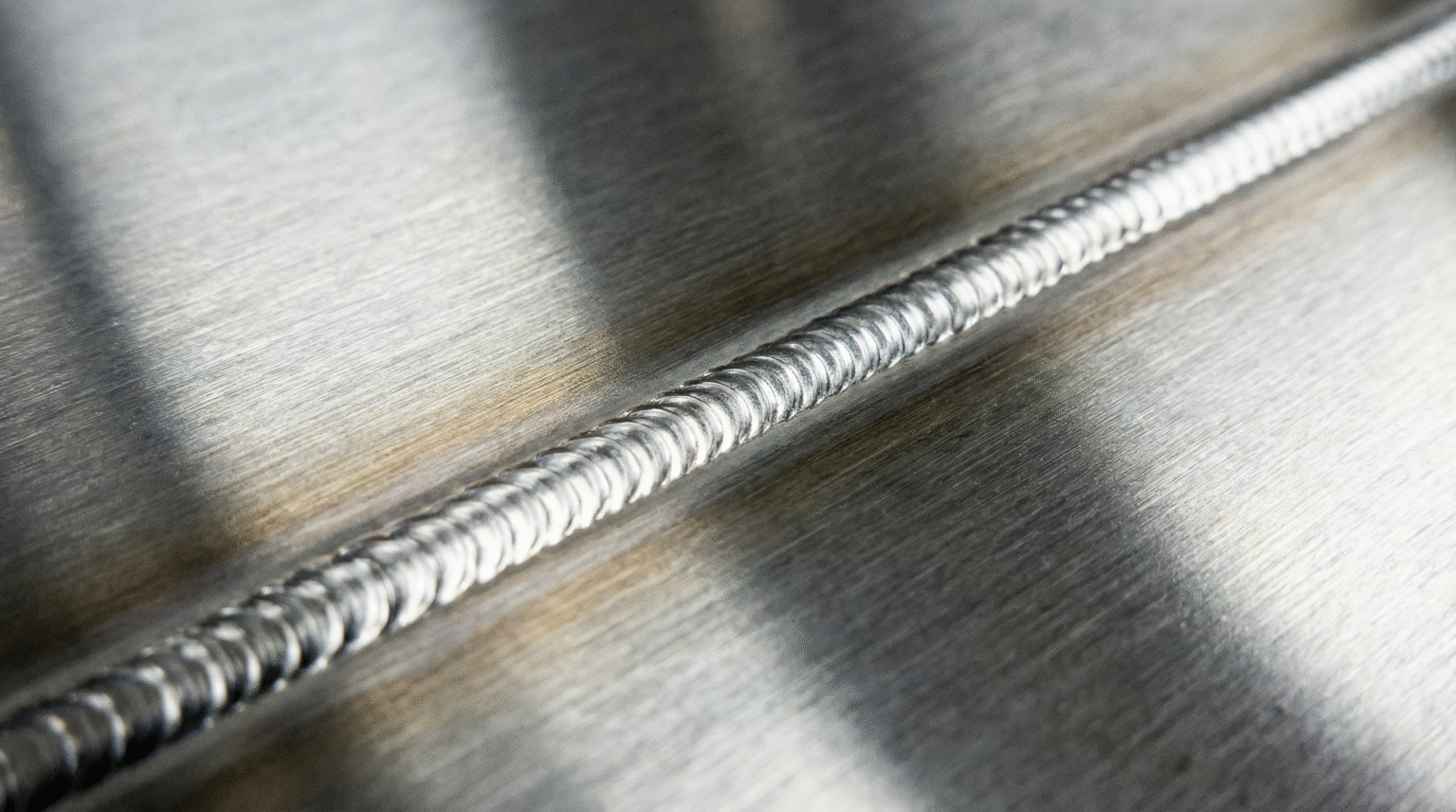
The Proof is in the Seam: EC Series Weld Quality Gallery
Traditional welding often leaves behind messy seams requiring extensive grinding. The EC Series delivers a superior result: welds that are aesthetically pleasing, structurally sound, and require minimal to no post-processing. Browse our samples to see the quality firsthand.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The Complete Guide to Laser Welding Quality
What is High-Quality Welding
Four Dimensions of Welding Quality
High-quality welding is not just about the weld being able to bear load, but involves comprehensive evaluation of multiple aspects:
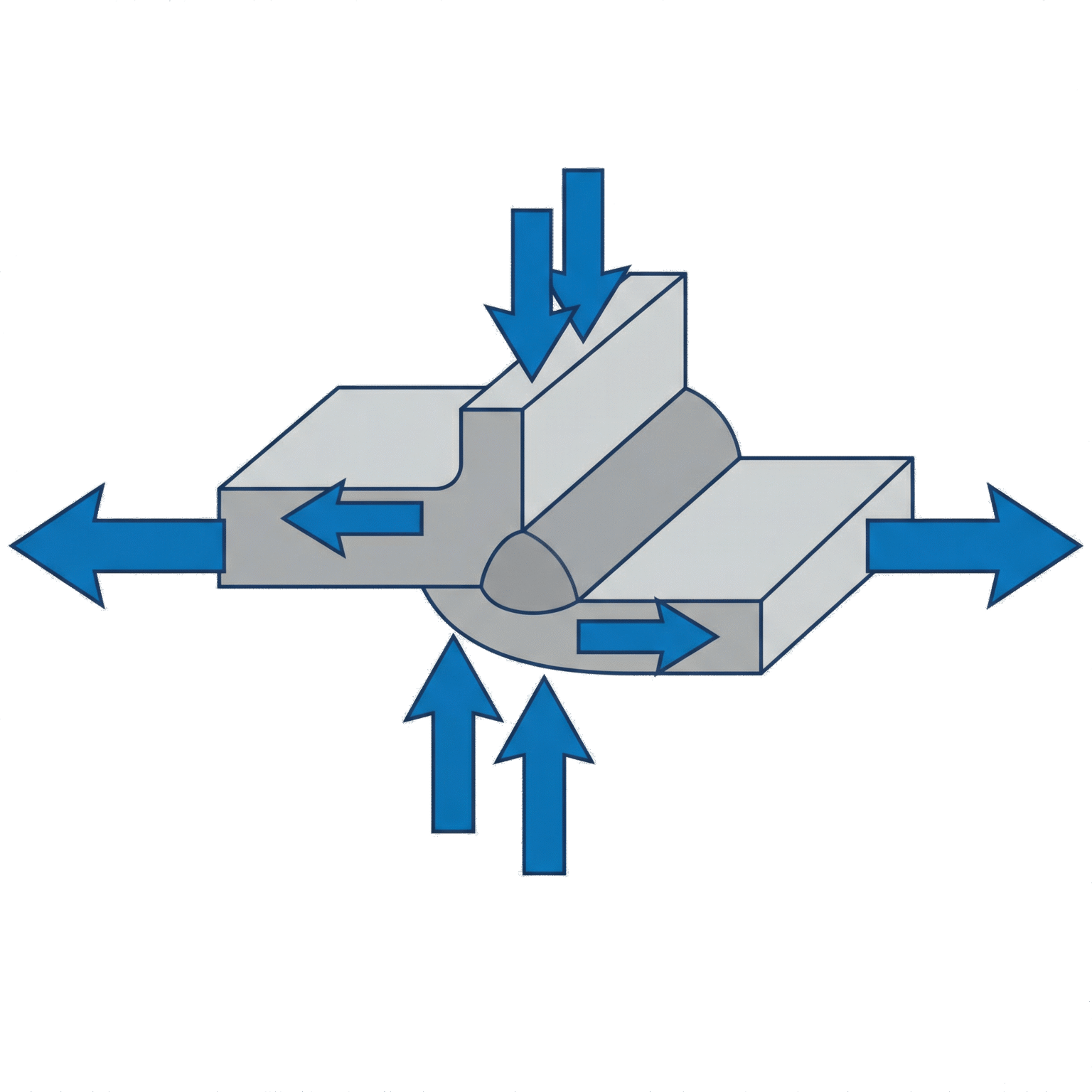
Weld Strength
Weld strength refers to the ability of a welded joint to withstand tensile, shear, or bending forces. High-quality welds should have strength equal to or exceeding the base material. This means the weld is not the weak point of the product.
- Tensile strength: Maximum tensile force the weld can withstand
- Shear strength: Maximum shear force the weld can withstand
- Bending strength: Bending resistance of the weld
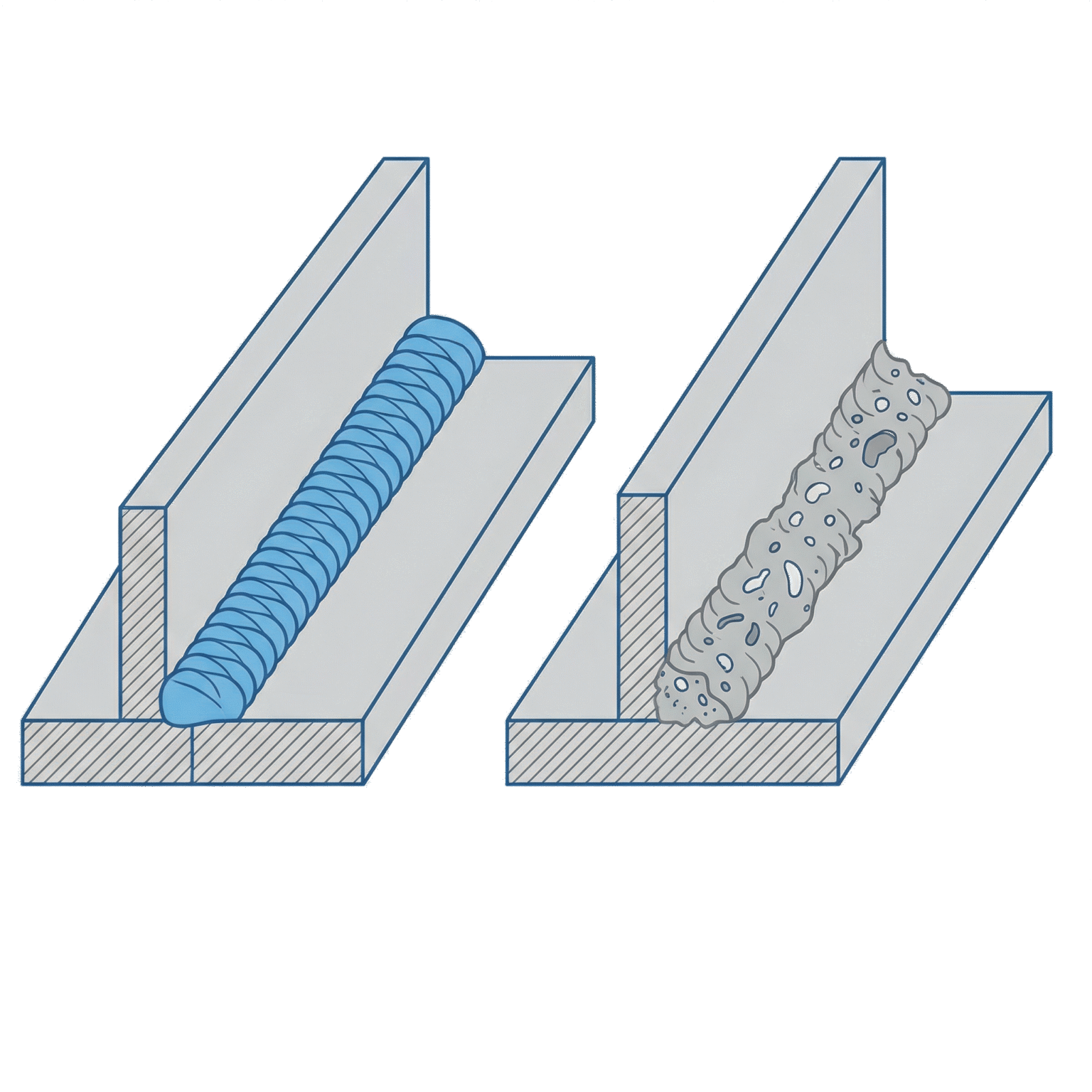
Appearance
Weld appearance directly affects product aesthetics and market value. High-quality welds should:
- Have smooth surface with no obvious depressions or protrusions
- Have uniform color with no black oxidation
- Have uniform weld width with no irregular jumps
- Have smooth transition between weld and base material
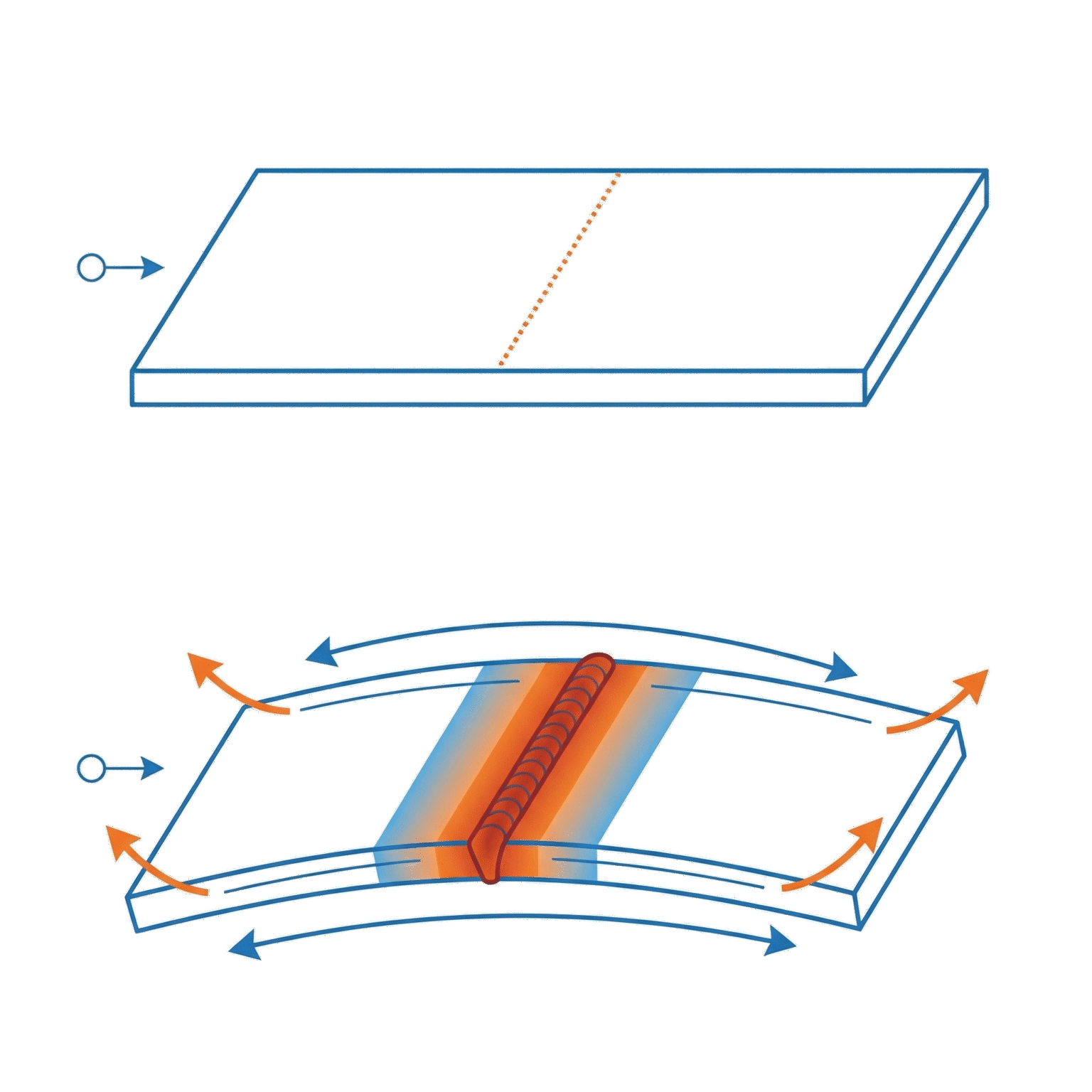
Thermal Distortion
Thermal distortion refers to changes in workpiece size or shape caused by high heat during welding. High-quality welding should minimize thermal distortion:
- Small changes in workpiece dimensions
- No distortion of workpiece shape
- No impact on fit accuracy of adjacent parts
- No impact on product functionality
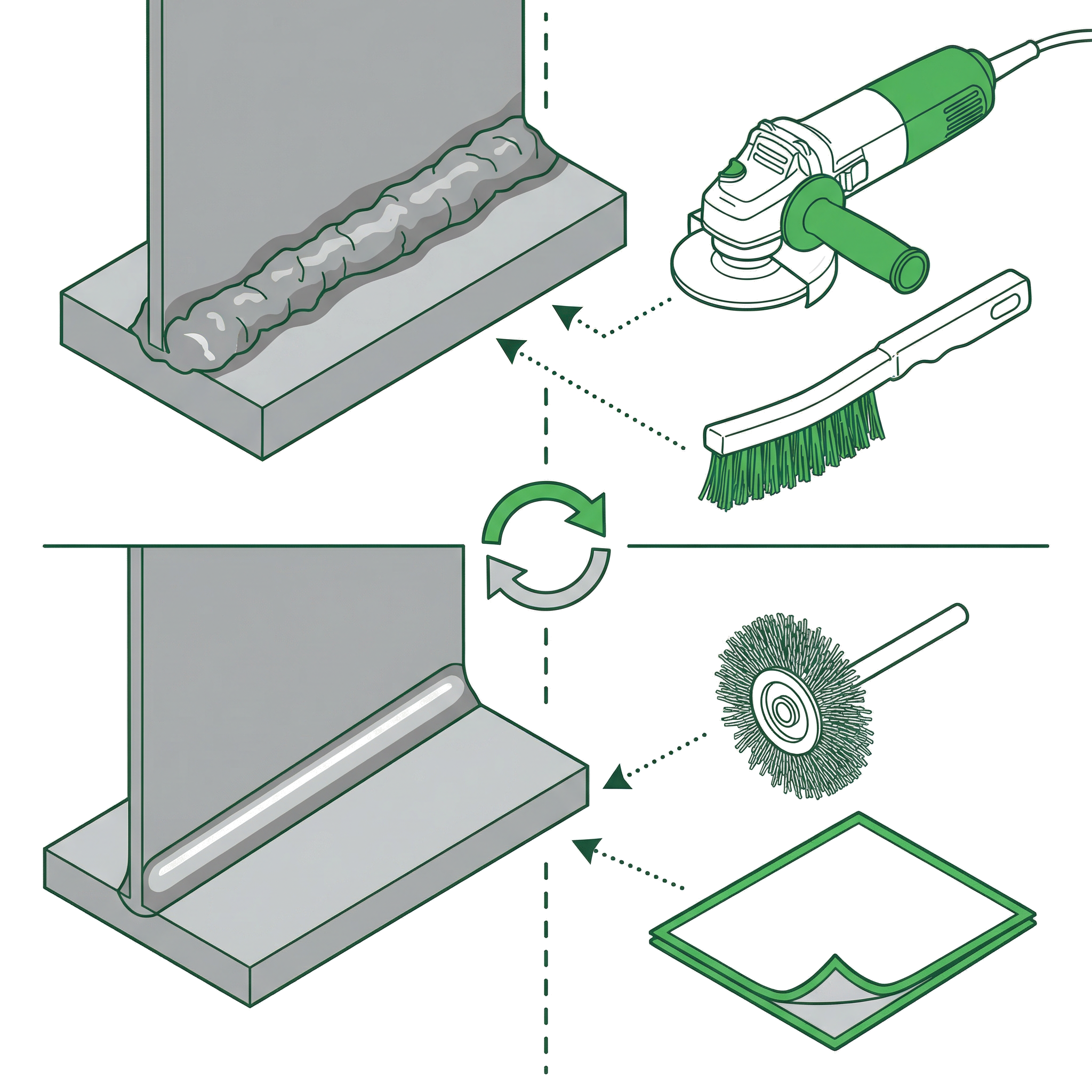
Post-Processing Requirements
Post-processing refers to additional machining after welding, such as grinding or polishing. High-quality welding should minimize post-processing:
- No or minimal grinding required
- No additional cleaning or polishing needed
- Ready to use or requires only simple treatment
Welding Quality Standards
There are multiple international welding quality standards, the most common including:
- ISO 5817 – Classification and evaluation of defects in steel welds
- AWS D1.1 – American Welding Society structural steel welding code
- EN 1090 – European standard for steel structure welding
- ASME Section VIII – American standard for pressure vessel welding
These standards define acceptable defect types and sizes for different applications
Key Factors Affecting Welding Quality
Weld quality is not accidental—it’s the result of precise control over multiple key factors. Laser power, welding speed, shielding gas, and material preparation—these four core factors determine the final weld quality.
Laser Power
Laser power is one of the most critical parameters in welding. Too low causes insufficient penetration, too high causes excessive melting and spatter.
- Power-penetration relationship: Higher power = deeper penetration
- Power-speed matching: Adjust based on material thickness
- Power stability: Fluctuations cause inconsistent weld quality
- Material-specific power: Aluminum requires higher power
Welding Speed
Welding speed directly affects heat input and weld formation. Too fast causes insufficient penetration, too slow causes excessive heat input and distortion.
- Speed-heat input relationship: Slower speed = more heat input
- Speed-width relationship: Faster speed = narrower weld
- Optimal speed range: Typically 10-50 mm/s
- Speed stability: Handheld welding requires operator consistency
Shielding Gas
Shielding gas prevents oxidation and contamination during welding. Correct gas type and flow rate are crucial for weld quality.
- Gas type selection: Argon for stainless steel, nitrogen for carbon steel
- Gas flow control: Typically 15-25 L/min
- Gas purity importance: Low purity causes oxidation and porosity
- Gas coverage: Ensure complete coverage of weld zone
Material Preparation
Material surface cleanliness directly affects weld quality. Oil, oxide layers, and impurities cause porosity, cracks, and other defects.
- Surface cleaning: Remove oil, dust, and oxide layers
- Edge treatment: Remove burrs and sharp edges
- Material drying: Ensure no moisture on surface
- Material positioning: Ensure firm fixation and uniform gaps
How Laser Welding Achieves High Quality
Inherent Advantages of Laser Welding
Laser welding has the following inherent advantages over traditional welding, enabling higher welding quality:
Small Heat-Affected Zone
The heat-affected zone of laser welding is typically only 0.5-2mm, while traditional welding can be 5-20mm. This means:
- Minimal workpiece thermal distortion
- Optimal base material properties maintained
- No impact on adjacent parts
Small Weld Width
Laser weld width is typically 0.5-3mm, while traditional weld width is 5-15mm. This means:
- More aesthetically pleasing weld appearance
- Less post-processing required
- Higher material utilization
Fast Welding Speed
Laser welding speed is typically 50-150mm/s, while traditional welding is 10-30mm/s. This means:
- Higher production efficiency
- Less heat input
- Minimal thermal distortion
High Weld Strength
Due to dense weld structure, laser weld strength typically equals or exceeds base material strength.
How EC Series' Three Core Components Work Together for Quality
EC Series’ high-quality welding comes from perfect coordination of three core components:
Laser Head
Control Card and Driver
Wire Loading Machine
Coordination of Three Components:
When these three components work in perfect coordination, EC Series can:
- Precisely control laser energy input
- Stably supply filler material
- Monitor and adjust parameters in real-time
- Ensure every weld meets the highest quality standards
Practical Guide to Weld Quality
Theory is important, but practical experience is crucial. This section provides welding techniques for different materials, quick solutions for common defects, and key quality control points to help you achieve high-quality welding in real operations.
Carbon Steel
Carbon steel is the most common welding material with good weldability, but oxidation and spatter need attention.
- Power range: 1500-2000W for 1-3mm thickness
- Shielding gas: Use nitrogen, 15-20 L/min
- Welding speed: 20-40 mm/s, keep steady
- Surface prep: Remove oil and oxide layers
Stainless Steel
Stainless steel requires precise control to avoid discoloration and distortion. Argon shielding provides best results.
- Power range: 1500-2000W for 1-2mm thickness
- Shielding gas: Use high-purity argon, 15-25 L/min
- Welding speed: 25-45 mm/s, avoid excessive heat
- Prevent discoloration: Control heat, use back purging
Aluminum Alloy
Aluminum welding is challenging, requiring higher power and faster speed. Surface oxide layer must be thoroughly removed.
- Power range: 2000-3000W for 1-3mm thickness
- Shielding gas: Use high-purity argon, 20-30 L/min
- Welding speed: 30-50 mm/s, fast welding reduces heat
- Surface prep: Thoroughly remove oxide with stainless brush
Common Defects & Quick Solutions
| Defect | Cause | Solution |
|---|---|---|
| Porosity Small holes in weld | Insufficient shielding gas or surface contamination |
|
| Cracks Cracks in weld or HAZ | Too fast cooling or excessive material stress |
|
| Discoloration Weld surface oxidation | Insufficient gas coverage |
|
Investment Return & Long-Term Value
High-quality welding is not just about technical parameters—it’s about long-term value. Proper maintenance, cost efficiency, and the right equipment choice directly impact your bottom line. This section explores how EC Series delivers exceptional ROI through reduced rework, lower operational costs, and consistent quality.
Regular Maintenance Checklist
Consistent maintenance ensures stable weld quality and extends equipment lifespan. Follow these key maintenance tasks to keep your laser welding machine performing at its best.
- Clean optical lenses weekly to maintain beam quality
- Check gas supply system for leaks and pressure stability
- Inspect cooling system and replace coolant every 6 months
- Calibrate laser power output quarterly for consistency
- Clean welding nozzle daily to prevent gas flow blockage
Impact of Poor Maintenance
Neglecting maintenance leads to declining weld quality, increased defects, and costly downtime. Understanding these risks helps prioritize preventive care.
- Dirty lenses reduce beam quality, causing weak welds
- Uncalibrated power causes inconsistent weld penetration
- Gas system leaks increase porosity and defects
- Poor cooling leads to overheating and equipment failure
- Neglected maintenance results in expensive repairs and downtime
Why Choose EC Series
EC Series combines cutting-edge technology, proven reliability, and exceptional value to deliver consistent, high-quality welds. Here’s why leading manufacturers trust EC Series for their most critical welding applications.
- Integrated laser source, welding head, and control system work together for optimal quality
- Advanced fiber laser technology with stable power output and long lifespan (100,000+ hours)
- Precision control system ensures consistent weld quality across all materials and thicknesses
- User-friendly interface with pre-set welding programs for quick setup and operation
- Comprehensive technical support and training to maximize your investment
- Proven ROI with payback periods typically under 18 months through reduced costs and increased productivity
Frequently Asked Questions
EC Series Technical Questions Answered
This is often due to incorrect parameters or surface contamination. Solution: Select the appropriate focus position and diameter, adjust power and speed for optimal results, and ensure the workpiece surface is clean with the correct protective gas to prevent oxidation.
Blackening is typically caused by insufficient or incorrect protective gas. Solution: Ensure the nitrogen gas is turned on and flowing correctly. Adjust the protective gas flow direction so it moves against the direction of the workpiece motion.
Solution: Regularly inspect and maintain the optical system to ensure all lenses and mirrors are clean and intact. If necessary, recalibrate the optical path to ensure the laser beam is accurately focused on the welding spot.
Power instability can be caused by aging components or cooling issues. Solution: Regularly check the laser’s working status and replace aging parts if necessary. Clean the cooling system’s filter to ensure smooth coolant circulation. Using a voltage stabilizer is also recommended.
Frequent shutdowns are often a safety measure triggered by a fault. Solution: Check and replace any faulty sensors. Inspect electrical connections to ensure good contact. Perform regular maintenance on the cooling system, including cleaning the filter and pipes.

